Part B.
Making
the threading dial that is essential to permit moving the carriage back
to take another threading cut without losing the registry between the
gears and the lead screw, so as to avoid having to reverse the lathe
while keeping the half nuts engaged.

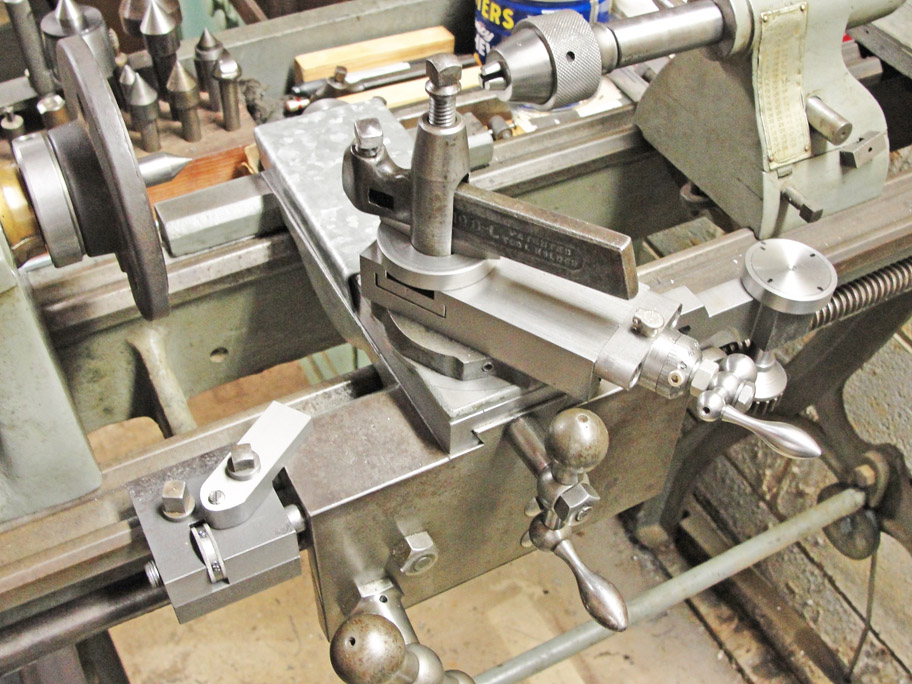
A chunk of scrap steel was hacksawed and then drilled to
enable breaking out the waste between the the upper and lower fork.
|
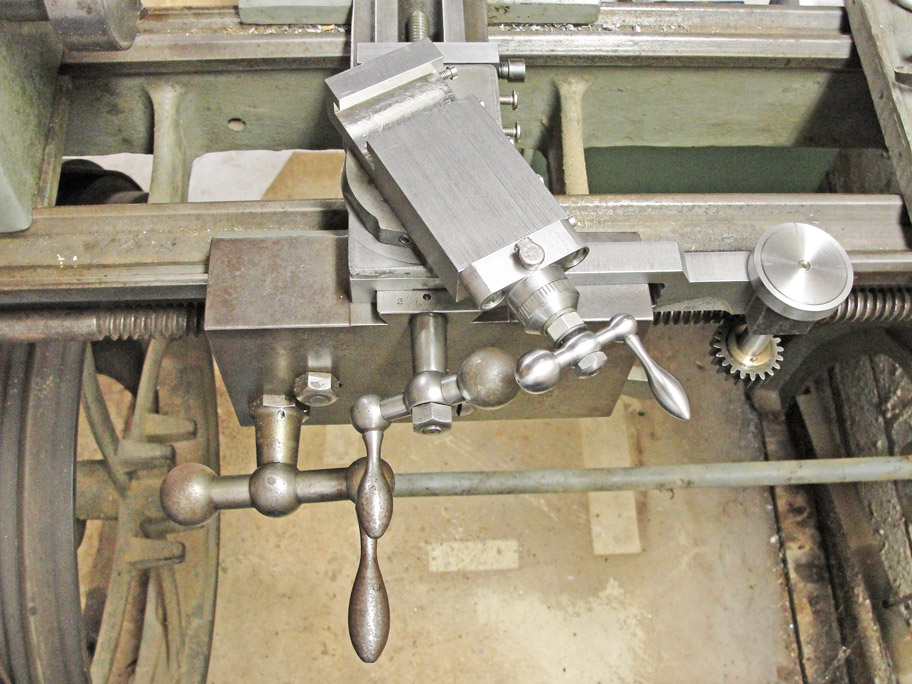
Here the threading dial is partially assembled to test its
fit and clearance next to the half nuts.
The axis of the dial's spindle is tilted three degrees to
match the helix angle of the lead screw.
|
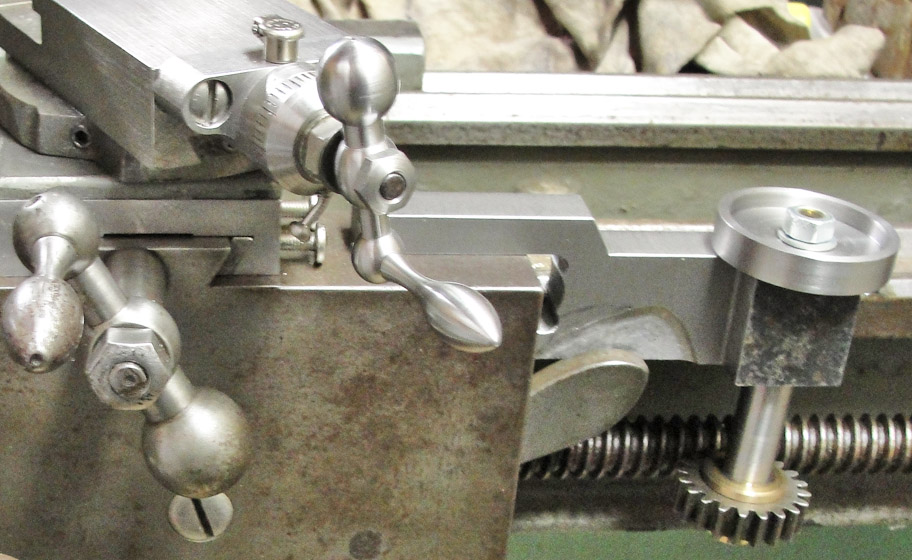
The threading dial is clamped in place with a turned-down
Allen-head shoulder screw.
The plain spur gear rotates on a bronze bushing to which
it is held by a cotter key.
|
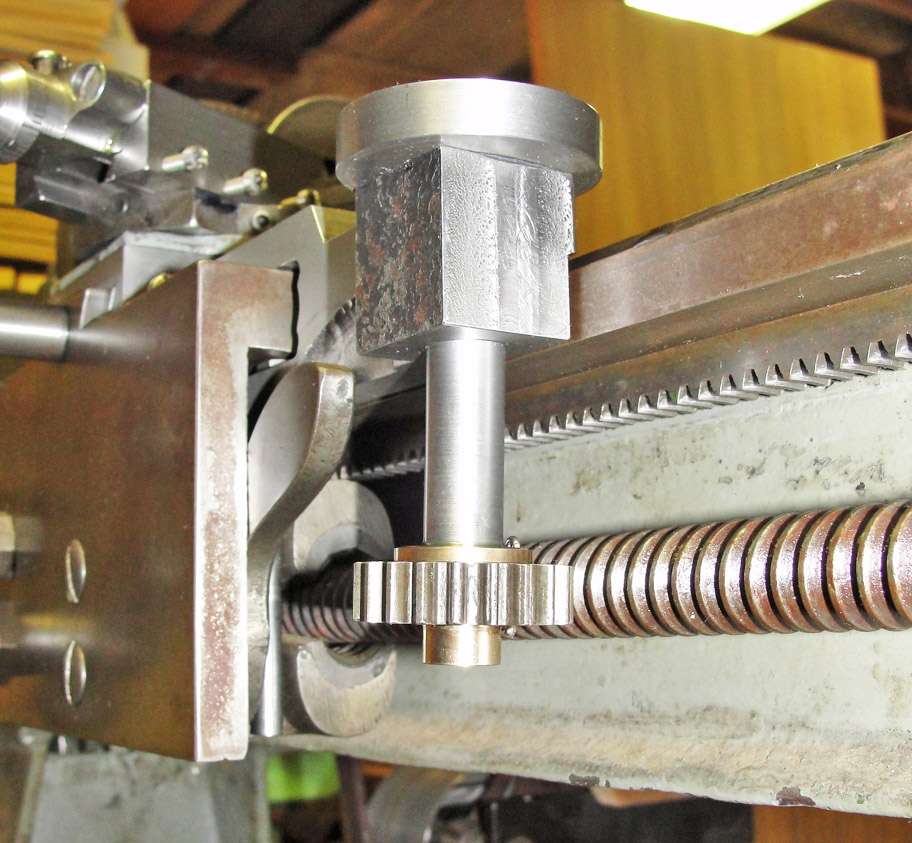
The following
pair of images shows the completed threading dial.
The lead screw has a prime number of threads per inch (i.e., 5 tpi) and
the spur
gear of the threading dial has twenty teeth, so the gear train comes
into alignment with an even number of threads being cut four times in
each revolution
of the dial, i.e., every inch along the lead screw, as marked at right
below.
|