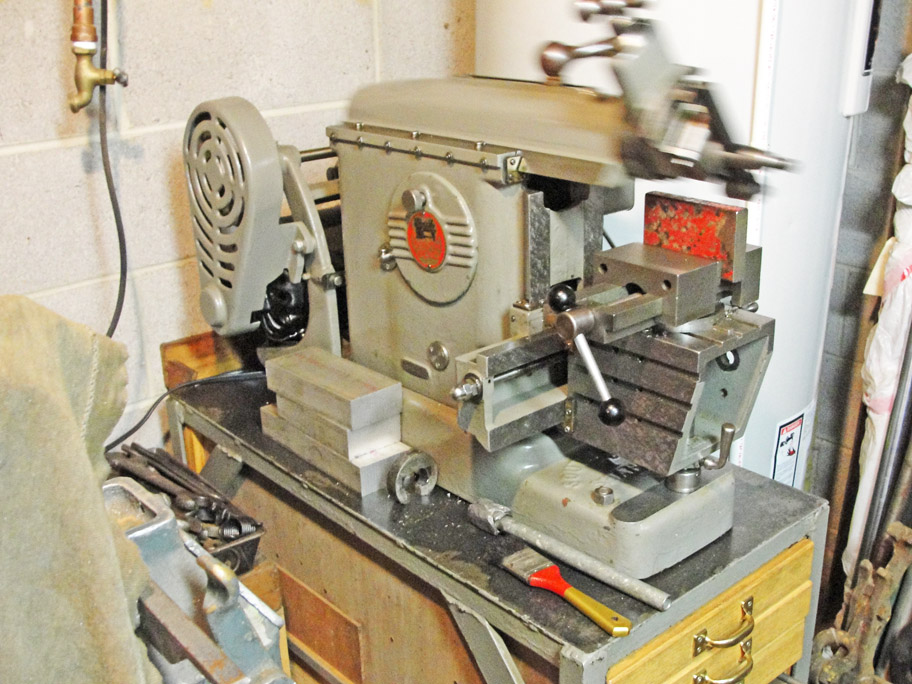
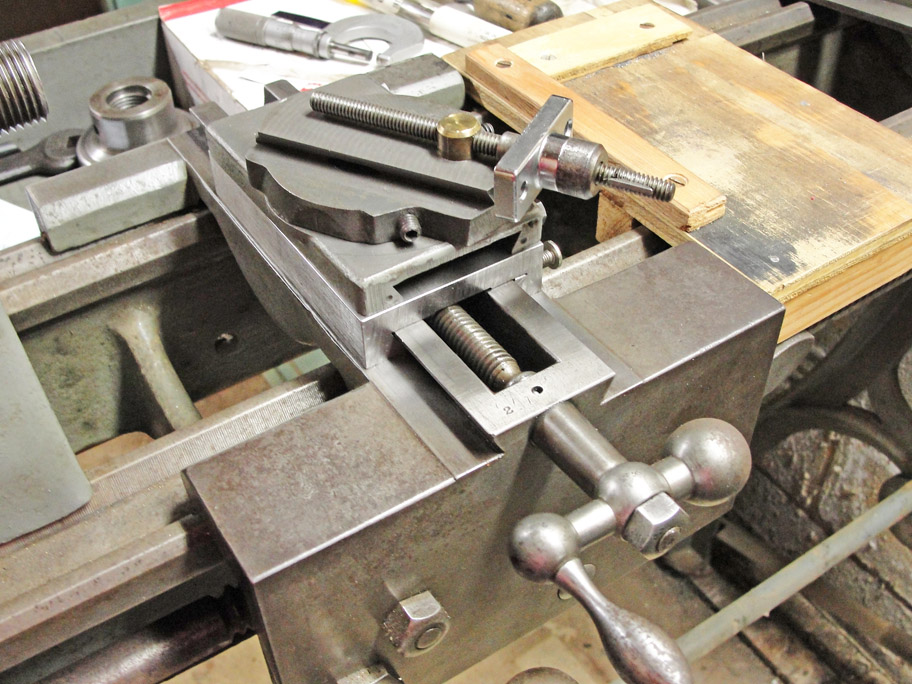
In order to obtain the 180 degree angular
markings without having to index them on my Atlas milling machine, I
bought parts from an Atlas six inch lathe in order to cannibalize
them. The parts are shown below in their trial fitting on the partly
finished Sebastian compound base. I did not use the end fitting
of the Atlas top slide.
|
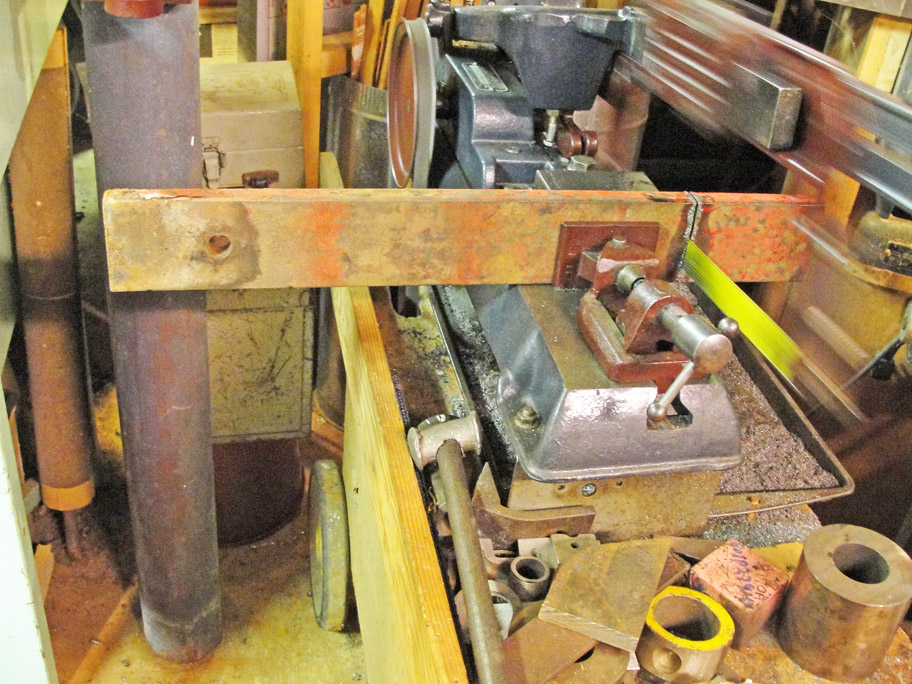
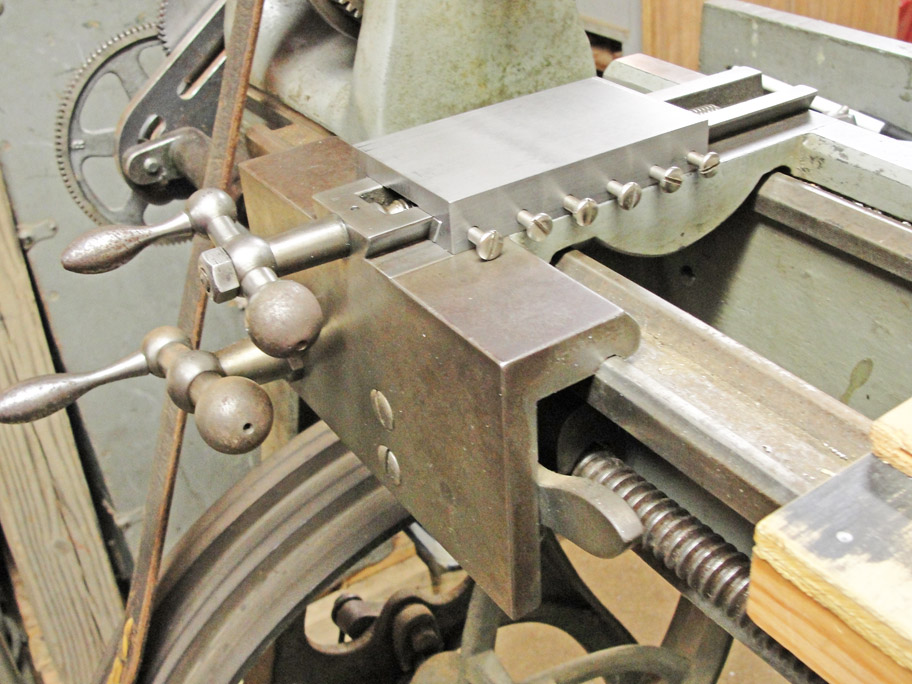
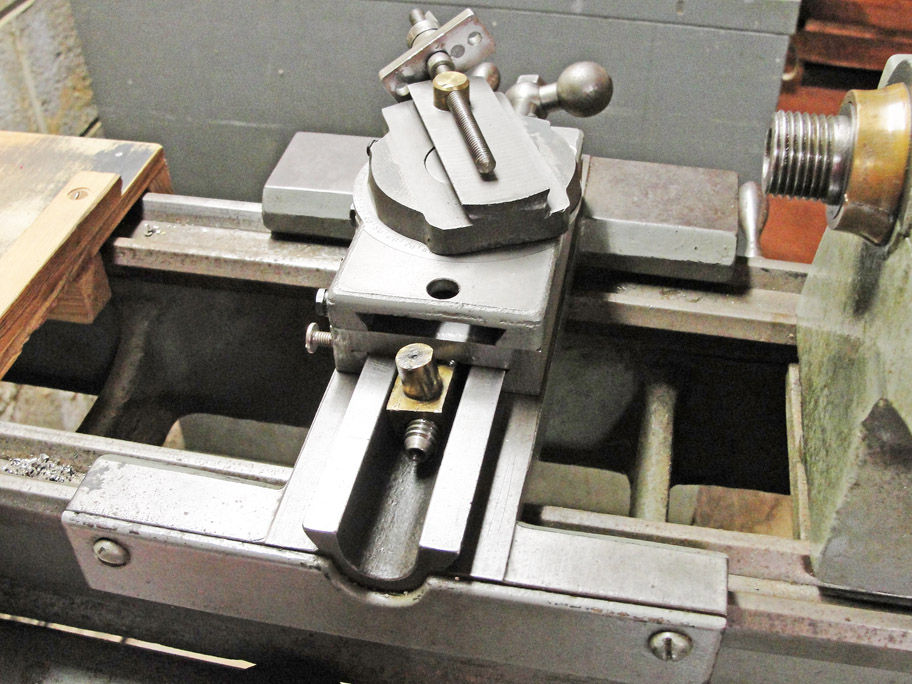
As shown below, the hole for the crossfeed nut of the
Atlas compound base nearly lines up perfectly with the Sebastian
lathe's crossfeed nut. I subsequently machined off the dovetails
of the Atlas compound base in order to laminate its rotational markings
onto the new compound base of the Sebastian lathe.
|
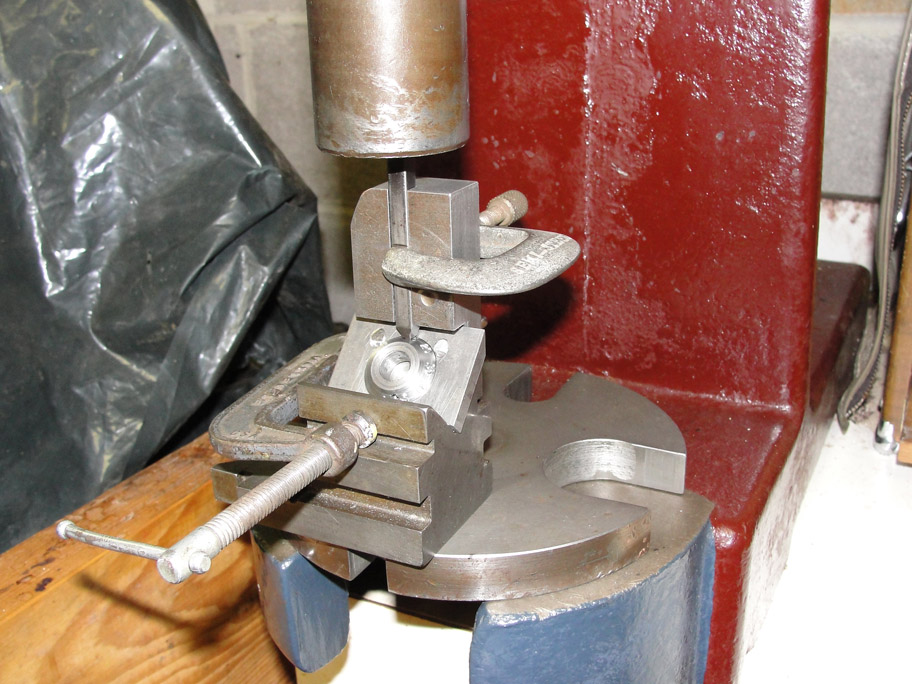
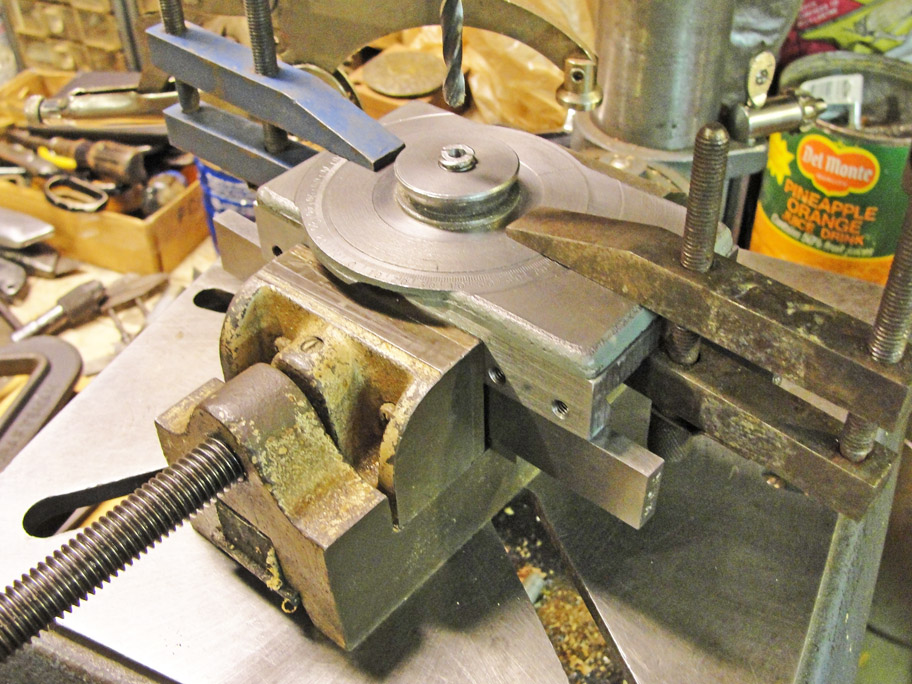
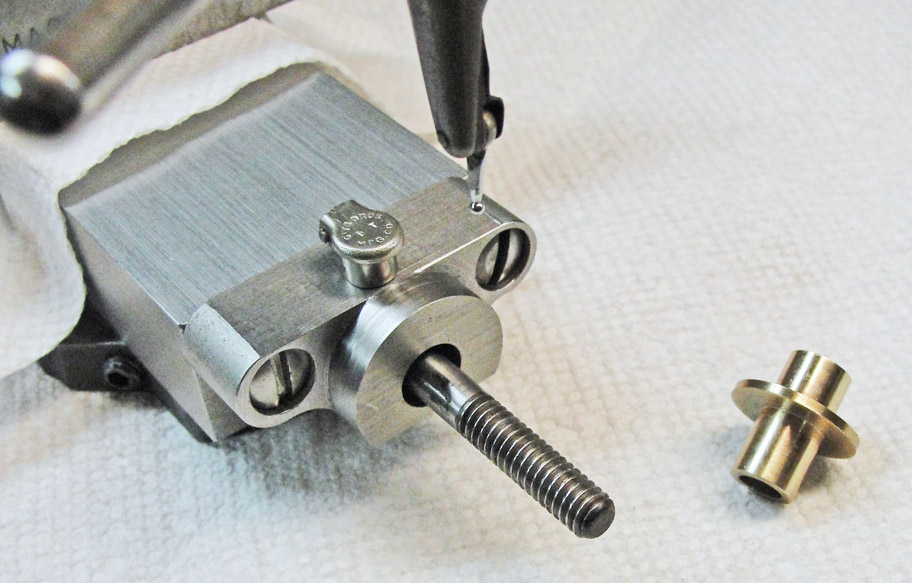
Here I have faced off the bottom of the Atlas compund
base and tapped its center post for an assembly screw. I am drilling
the compound base to accommodate that assembly screw by using the guide
hole in the dummy screw to keep the pilot drill centered. Later, I
added a couple of flathead machine screws and a taper pin.
|
|
|
|
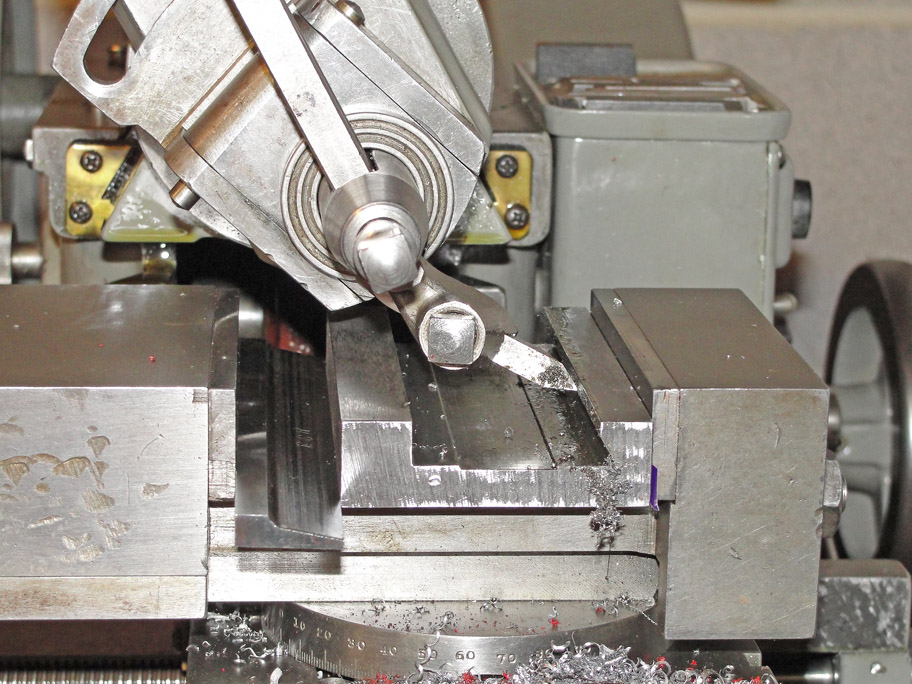
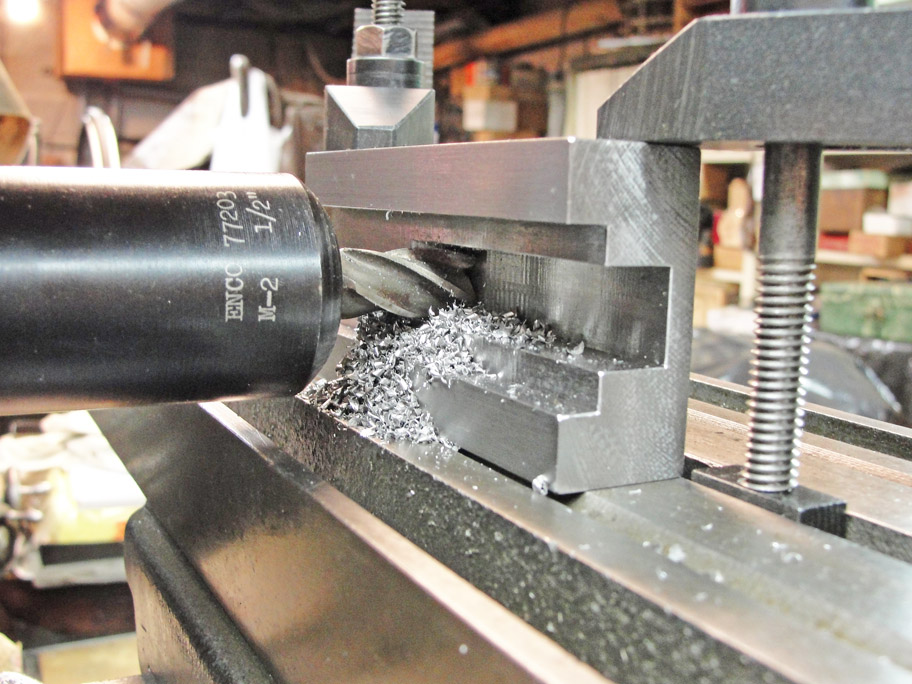
As luck would have it, I already owned a
tee-slot cutter that I now found absolutely necessary to machine the
top slide to match my spare South Bend lantern style tool post. It's a
close fit.
|
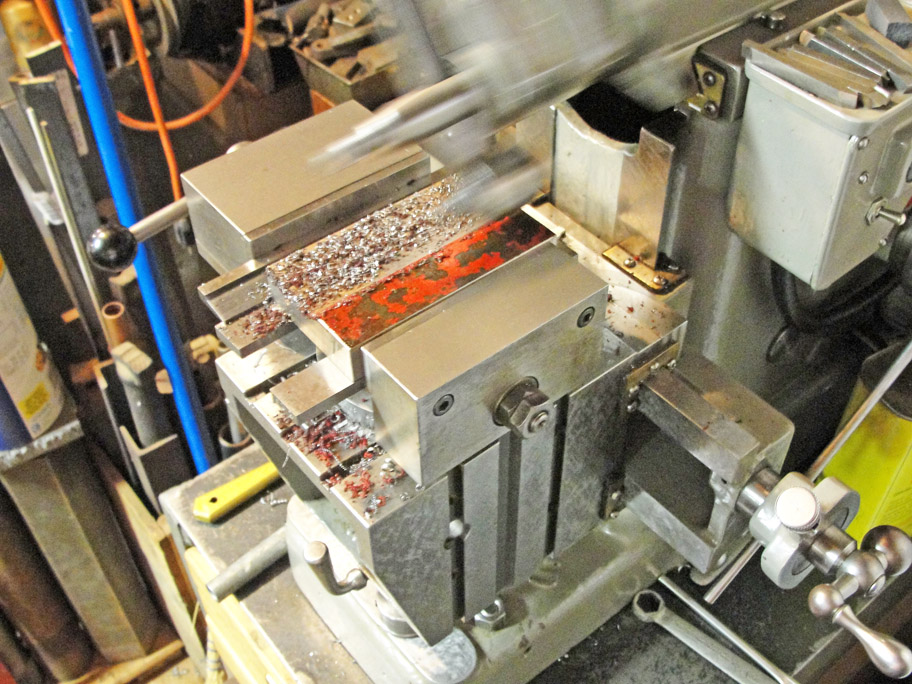
There had to be a long slot in the top slide's
bottom to clear the top slide's feed nut. The dovetails are
roughed out here but not yet finished. I used the same shaper settings
as for the compound base.
|
Here you can see how closely that top slide
feed nut fits. The frame for the top slide feed dial and screw had not
yet been installed at this stage.
|

|
|

|
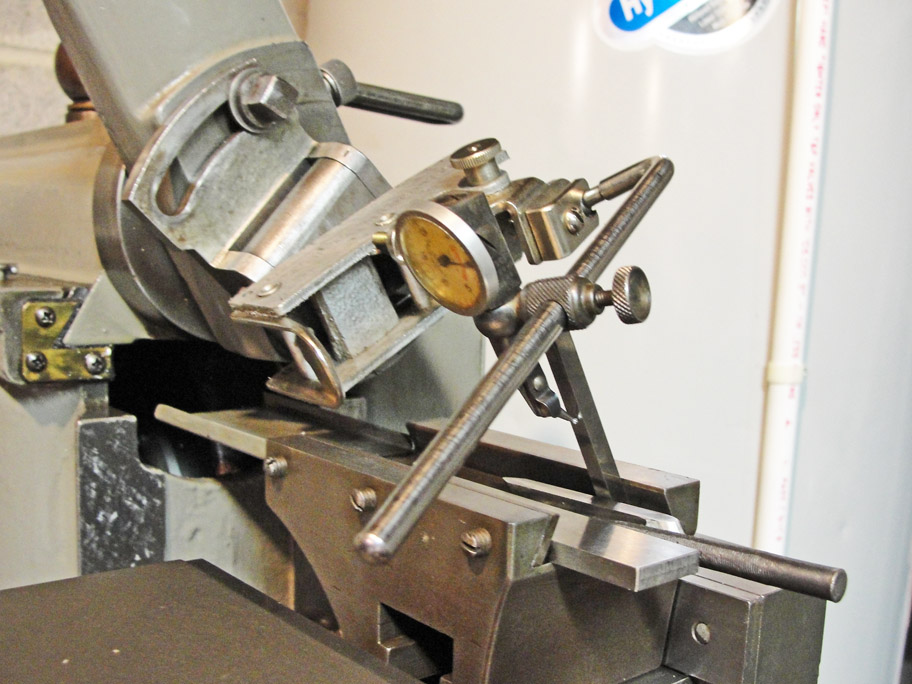
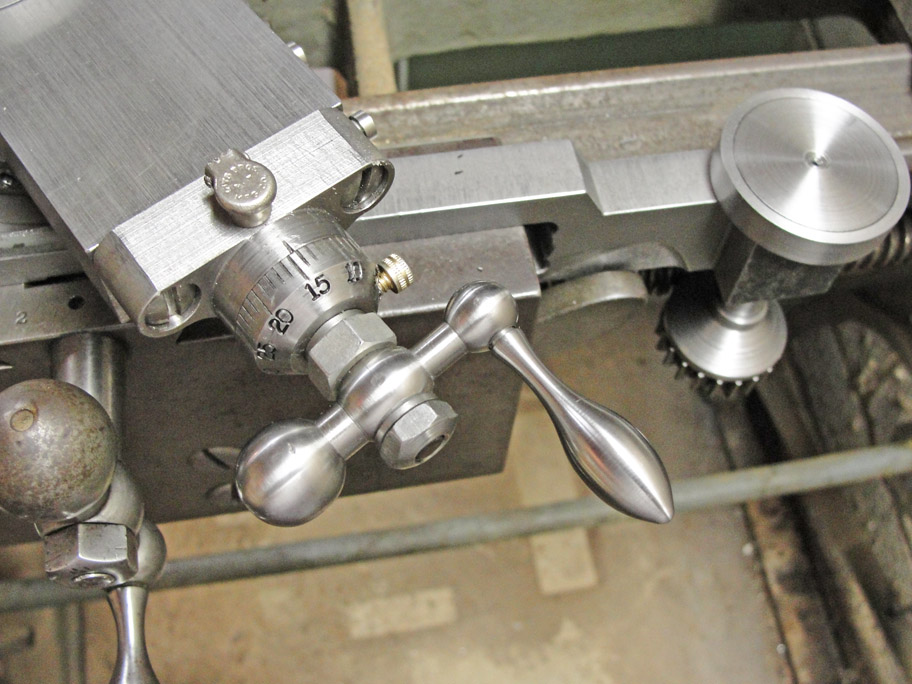
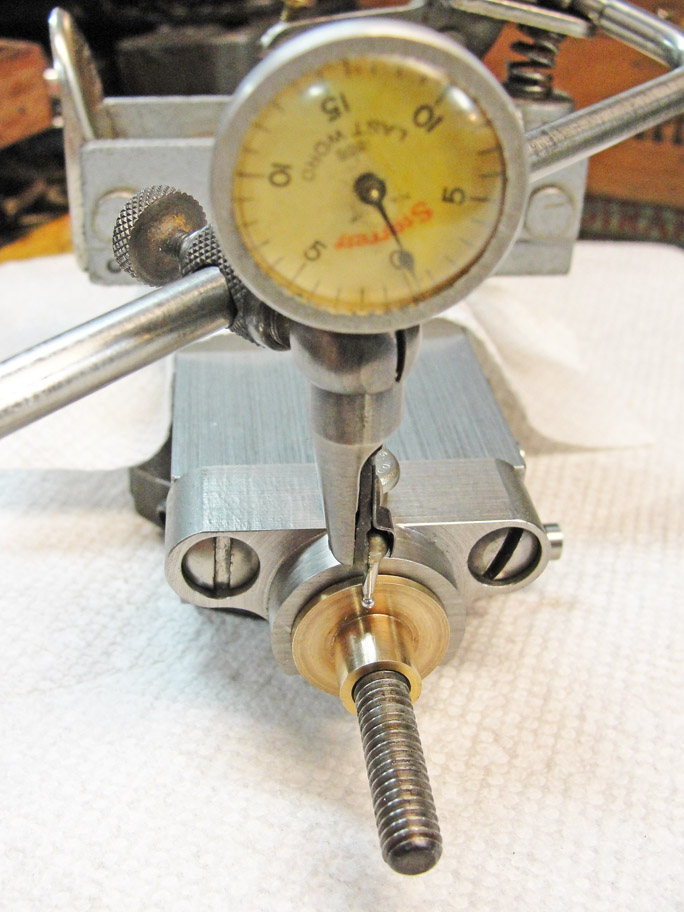
The bronze bearing, shown here in place in the
frame that holds the feed screw, had to have its length adjusted so
that the feed would not bind. The dial indicator let me measure
end play accurately.
|
The bronze bearing (contributed by a broken tensile
test specimen from a former employer's scrap bin) is shown below. It
simultaneously fits the frame, the feed screw, and the feed dial.
|
Nearly everything is in place here on the
completed top slide. All that remains is to put numbers on the dial of
the 20 tpi feed screw.
|
The frame that supports the top slide feed screw is shown
in completed form here. The rounded ends were made with a corner
rounding cutter in the Atlas milling machine after the counterbored
holes for the attaching cap screws were done. Otherwise, things would
not be as well aligned as seen here.
|
|

|