The
end thrust
of the spindle of this lathe bears against a dead center, and the main
bearing
appears to be bored directly into the iron headstock casting.
There
is an oil hole above the front bearing, but it appears never to have
held
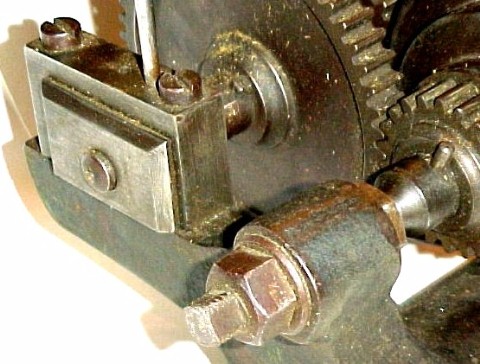
an oil cup. The back gear mechanism is engaged quite unlike a
modern lathe, because the engagement is effected by pulling
out a pair of taper pins and sliding the gear carriage for and aft.
Every back-geared
lathe in has the eccentric & lever mechanism that is familiar
to most machinists. The lack of a hole through the spindle, the
stationary cross slide, and the archaic back-gear mechanism together
indicate that the builder of this lathe had limited resources - a shop
lathe not much bigger than this one with only a steady rest to support
the new spindle while its center hole was bored - no planer to true the
ways of the bed - and little experience visiting or working with other
machine tool builders. Furthermore, the lathe is driven by a
round belt, not a Vee belt, indicating that it was made before anyone
contemplated the need for the high power to cut with high speed steel
tools.
|

|

|

|

|
|
Rear of headstock
|
The center
has only a stubby little taper which one twists out with a wrench -
there
is no through hole in the spindle.

|
Tailstock feed
handle looks original.

|
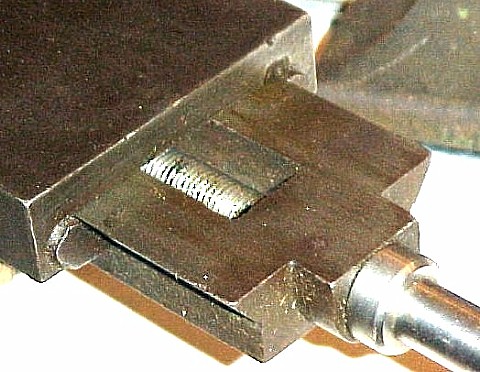
The crossslide
dovetails are inlaid steel.
|
|